Stage 2 / Stage II Vapor Recovery systems are a critical part of modern fuel dispenser equipment, designed to capture fuel vapors generated during refueling and prevent their release into the atmosphere. Only through precise coordination between the vapor recovery vacuum pump and the fuel dispenser can stable vapor control, regulatory compliance, and safe operation be achieved.
After installation of Stage 2 / Stage II vapor recovery components, the complete dispenser system must comply with local metrology certification and explosion-proof safety requirements. Key performance indicators such as internal pipeline airtightness, liquid resistance, and gas-to-liquid ratio are all required to meet applicable environmental and safety standards.
Advanced Technology for Stage 2 / Stage II Vapor Recovery
These Stage 2 / Stage II vapor recovery vacuum pumps feature advanced control technology, allowing a wide and adjustable gas-liquid ratio range with high precision. The system is capable of real-time monitoring and dynamic regulation of vapor recovery performance, ensuring stable operation under varying fueling conditions.
Modular system architecture enables fast technical upgrades and flexible integration with different fuel dispenser models. With low power consumption, reduced noise levels, and high airflow capacity, these pumps support modern service station efficiency requirements. All major models have passed local or national testing and certification procedures.
Long-Term Stability and Reliable Performance
Designed for continuous operation, the Stage 2 / Stage II vapor recovery vacuum pump does not interfere with the fuel dispenser’s metering accuracy or explosion-proof safety level. Performance remains compliant with regional safety and metrology regulations.
These pumps are suitable for diverse service station environments, including varying ambient temperatures, different gasoline formulations, and outdoor operating conditions. Core components have undergone extensive laboratory life-cycle testing and long-term market validation to ensure durability and reliability.
Improved Fueling Efficiency for Service Stations
Stage 2 / Stage II vapor recovery vacuum pumps are engineered to support fueling flow rates of 40 L/min and above while maintaining a compliant gas-liquid ratio. Continuous system monitoring provides clear operational status indicators and fault diagnostics, helping operators quickly identify and resolve issues.
By maintaining stable vapor recovery performance, gas stations can improve refueling efficiency, reduce downtime, and meet environmental compliance requirements simultaneously.
Cost-Effective Design and Low Maintenance
These vapor recovery vacuum pumps are designed for easy retrofit on a wide range of fuel dispenser brands and models, minimizing station downtime during installation or maintenance. System commissioning and verification procedures are simple and efficient.
Non-core components and testing tools are standardized and readily available, helping reduce long-term maintenance costs and spare parts inventory requirements.
Product Range Overview – Stage 2 / Stage II Vapor Recovery Vacuum Pumps
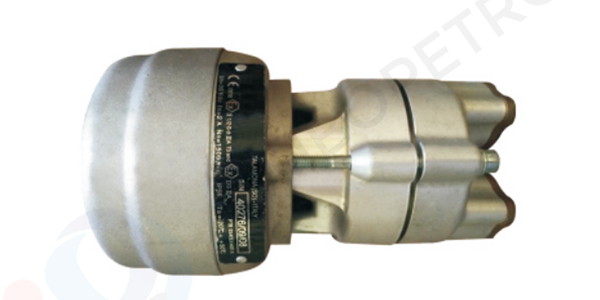
HY-110 Stage 2 / Stage II Vapor Recovery Vacuum Pump
AC 220V / 380V input
Oil-free, maintenance-free design
High airflow with low noise
Integrated flame arresters at both inlet and outlet
Suitable for mechanical and electronic proportional vapor valves
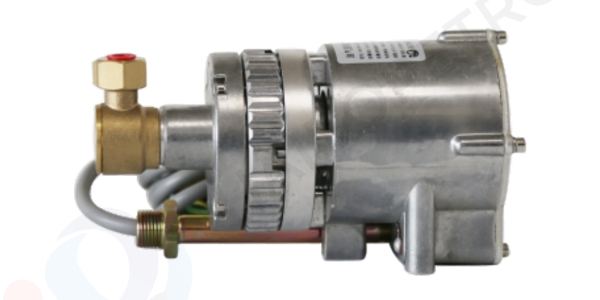
HY-80 Stage 2 / Stage II Variable Frequency Vapor Recovery Vacuum Pump
36V DC variable frequency drive
Adjustable speed for precise gas-liquid ratio control
Compact structure, flexible installation orientation
Long service life with oil-free operation
HY-60C Stage 2 / Stage II Vapor Recovery Vacuum Pump
Simple structure with stable and reliable performance
Low noise, lightweight design
Suitable for single-hose and double-hose fuel dispensers
Applicable for various flammable gas handling applications
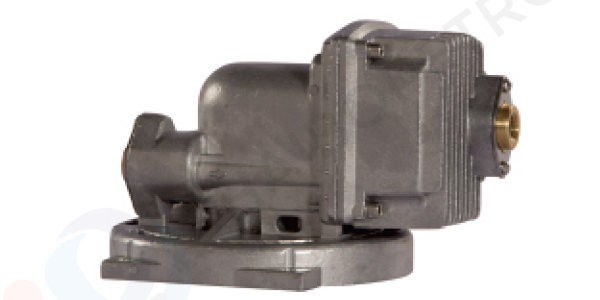
HB-NP-80 / HB-VP-80 Stage 2 / Stage II Vapor Recovery Vacuum Pump
Integrated motor and controller design
Brushless variable frequency motor with precise speed adjustment
Single-cable integrated wiring solution for easy installation and maintenance
Compatible with multiple international fuel dispenser brands
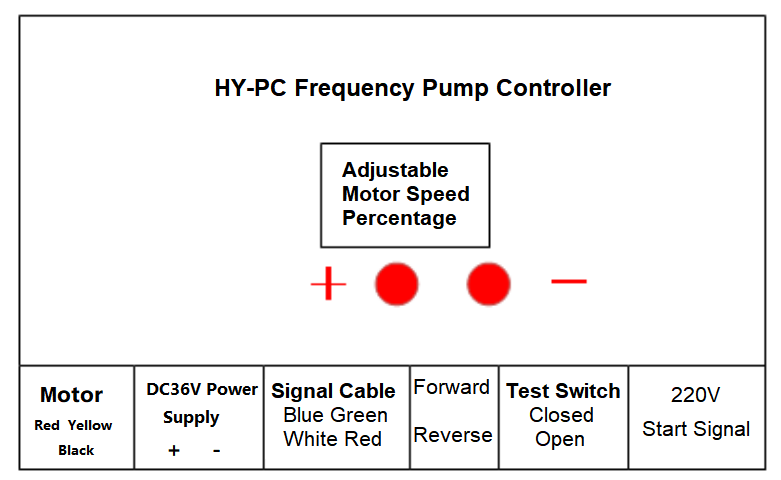
Supporting components such as vapor recovery frequency controllers, power supplies, and pump controllers are also available, allowing full system customization and simplified servicing.
Global Terminology for Stage 2 / Stage II Vapor Recovery Pumps
Depending on regional markets, these products are also commonly referred to as:
Fuel Vapor Recovery Pump
Stage II EVR Vacuum Pump
Petrol Vapor Recovery Pump
Gas Station Vapor Suction Pump
Refueling Vapor Control Pump
Environmental Fuel Dispenser Vacuum Pump
Including multiple industry-recognized terms ensures better visibility across global search engines and international customer markets.
A Complete Stage 2 / Stage II Vapor Recovery Solution
By combining advanced control technology, reliable mechanical design, and flexible system integration, these Stage 2 / Stage II vapor recovery vacuum pumps help fuel stations meet environmental regulations, improve operational efficiency, and reduce long-term operating costs.
They are an ideal solution for both new fuel dispenser installations and retrofit projects in environmentally regulated markets worldwide.
 English
English
 中文简体
中文简体
 Español
Español